倍加福传感器在金属板材加工中的解决方案
在金属板材加工的过程中,钢卷通过自动化开卷后,被送入冲压机加工成型。为了保障成品品质的统一,对于进给速度、板材对齐以及卷料推送的精确控制至关重要。我们的目标是减少计划内外的停机时间,同时稳步提升零件的品质与产量。接下来,请随我们一同探索倍加福传感器解决方案,看传感器如何有效控制金属卷料的进给,以确保生产流程的连续性和高效率。
01、监控开卷机的直径反馈
通过超声波传感器或激光模拟量光电传感器提供高分辨率的卷材直径反馈。
工厂的运作应保持平稳与高效,无论是因卷材耗尽,还是新卷材补充不及时都会导致生产停工。为此,可以利用模拟量传感器,准确捕捉更换时机,自动触发新卷材补给信号,无缝衔接生产流程,优化宝贵的替换时间。
超声波传感器与基于激光技术的模拟量传感器都能提供连续的卷材直径的反馈,为生产过程保驾护航。在多数场景下,两者功能可灵活替换,依据具体环境各展所长。
超声波传感器的优势在于其能够在目标物表面光泽、颜色变化或油污等条件下,依然保持可靠的检测性能,成为此类复杂应用的理想之选。
当检测环境相对整洁时,基于激光原理的传感器(例如VDM28),同样能够提供模拟量反馈,并具备传感光束窄的额外优势。在检测非常窄的金属板时,或者在周围障碍物可能干扰较宽超声波束的狭小空间中,该光电传感器具备其优势。此外,激光传感器的可见光斑特性,使得校准过程更为迅速和简便。
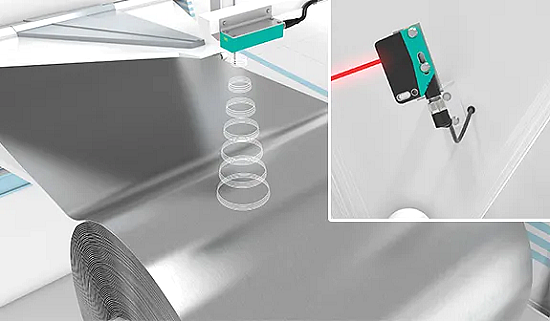
02、检测下垂幅度,调整进给速度
当金属板材接近压力机时,板材的下垂幅度对进给速度的调整至关重要。控制装置会根据下垂的高度来调节进给速度,以确保板材的平稳输送。如果下垂幅度较小,伺服驱动器将自动增加拉出板材的速度;反之,如果下垂幅度较大,则需减缓进给速度。
在“前传感器”时代,这种反馈机制通常依赖于机械控制臂,但这些机械部件存在松动、断裂、粘连和磨损的风险。如今,可以采用非接触式超声波传感器或激光传感器(例如UC2000模拟量型号或VDM28),这些传感器被安装在下垂区域的上方,提供了更为可靠的闭环反馈。这两种传感器都能从几英尺高的位置进行检测,而且从上方安装有助于避免掉落的颗粒物干扰传感器的工作。
传感器能有效地提升生产线的自动化水平和加工精度,但选择超声波传感器还是激光传感器,取决于现场的具体环境条件。
03、验证金属板有无及对齐情况
通过光电对射型光传感器检测板材有无,再通过槽式光电传感器检测是否正确对齐在金属板材被送入压力机进行加工前,首先需确保板材的到位与准确对齐。我们通过使用标准的对射型光电传感器(例如OBE25M-R200),来确认金属板材已经准确到达压力机的切割区域。
若需进一步检查板材的对齐情况或检测潜在的故障,可以选用槽式光电传感器。
04、控制零件切割长度
金属板材通过涂胶的输送辊上旋转进给。根据旋转编码器的测量脉冲决定切割长度当金属板材在辊筒间展开时,准确控制零件的切割长度是保证产品质量的关键。我们采用两种传感器技术来实现这一准确控制:增量式旋转编码器和电感式传感器。
增量式旋转编码器(如ENI58IL)通过提供测量脉冲给控制系统。同时,电感式传感器检测金属板上的导向孔。一旦传感器探测到这些孔,它将立即向控制器发送信号,启动切割。通过这两种传感器的协同工作,我们能够确保金属板材的切割长度得以准确控制。
- 上一篇: 福禄克恒温槽在电子制造行业的应用
- 下一篇: 图尔克方形接近开关怎么样?



 津公网安备12010102000946号
津公网安备12010102000946号